视觉检测在质量控制中发挥着至关重要的作用,主要体现在以下几个方面:
1. 提高质量控制的准确性:
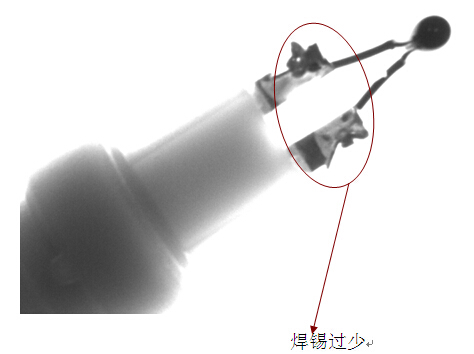
视觉检测设备通过高分辨率的图像捕捉,能够发现物体的细微差异和缺陷,如裂纹、划痕、气泡等。
利用先进的图像分析算法,可以提取和识别物体的关键信息,如尺寸、形状、位置等,从而减少人为误差,提高质量控制的客观性和一致性。
2. 提升质量控制的效率:
视觉检测设备能够实现高速度的图像采集和处理,快速完成质量检测,提高生产效率。
通过灵活的配置和调整,视觉检测可以适应不同的质量标准和要求,提高质量控制的灵敏性和适应性。
视觉检测还可以通过网络和云计算实现远程监控和管理,进一步提高质量控制的智能性和协同性。
3. 增强质量控制的可靠性:
视觉检测设备具有稳定的性能和寿命,能够持续、准确地进行质量检测。
通过减少人为干预,视觉检测降低了主观判断的影响,提高了质量控制的可靠性。
4. 实现非接触式测量:
视觉检测采用非接触式的测量方式,避免了与被测物体的直接接触,从而减少了二次损伤和误差的可能性。
这种测量方式特别适用于易碎、易变形或表面敏感的材料。
5. 提供数据支持和可视化分析:
视觉检测可以收集和分析大量的数据,为生产过程的优化提供依据。

检测结果可以以图像的形式呈现,方便用户进行直观的观察和分析,有助于及时发现生产过程中的问题和异常。
视觉检测在质量控制中发挥着提高准确性、效率、可靠性,实现非接触式测量以及提供数据支持和可视化分析等多重作用。随着技术的不断进步和应用场景的不断拓展,视觉检测将在制造业中发挥越来越重要的作用。